
在全球工业化的高速进程中,环境问题日益突出,尤其是全球气候变暖带来的严峻挑战。在此背景下,二氧化碳回收与利用技术(Carbon Capture and Utilization, CCU)的出现,为解决环境问题、推动经济绿色转型提供了全新的思路和方向。
二氧化碳回收利用技术包括胺类吸附、低温分离、PSA吸附和膜分离。胺类吸附法用于高浓度CO₂捕集,通过胺溶液吸收并加热释放回收。低温分离法冷却CO₂至液化或固化,实现分离回收。PSA吸附利用气体在压力变化下的吸附特性,调节压力分离CO₂。膜分离依靠特殊膜材料的选择性渗透特性分离CO₂与其他气体。

一、二氧化碳回收利用的背景
近年来,全球气候变暖趋势愈发明显,冰川加速融化、海平面持续上升、极端气候事件频繁发生,严重威胁着人类的生存与发展。科学研究表明,二氧化碳的过量排放是导致全球气候变暖的主要原因之一。根据国际能源署(IEA)的数据,2022年全球二氧化碳排放量达到368亿吨,其中工业排放占比超过40%。
为应对气候变化,国际社会达成了一系列共识,各国纷纷出台严格的碳排放法规。欧盟实施碳排放税和碳市场交易机制,对高碳排放企业进行严格约束,促使企业寻求有效的减排措施。中国也提出了 “双碳” 目标,明确了二氧化碳排放力争于 2030 年前达到峰值,努力争取 2060 年前实现碳中和。
二、二氧化碳回收利用的效益
(一)经济效益
企业通过回收利用二氧化碳,可避免因超标排放而产生的高额罚款,减轻经济负担。同时,二氧化碳在食品饮料、农业、石油开采等领域有着广泛应用。企业将回收的二氧化碳转化为可利用的产品,如用于碳酸饮料生产、化肥制造、增强采油效率等,实现资源再利用的同时创造额外收入。此外,部分地区还对开展二氧化碳回收利用的企业提供补贴和奖励,进一步提升经济效益。
(二)环境责任
捕获和利用二氧化碳能显著降低其直接排放,减轻对大气环境的污染,为缓解全球变暖贡献力量。在可持续发展理念深入人心的今天,积极开展二氧化碳回收利用的企业,更容易赢得社会各界的认可和支持,树立良好的社会形象,提升企业竞争力。
三、二氧化碳回收技术
现阶段,二氧化碳回收技术主要包括胺涤气法和低温分离法。
(一)胺涤气法
胺涤气法(Amine Scrubbing)在当前二氧化碳捕获领域占据重要地位,尤其适用于二氧化碳浓度较高的工业排放源。
1.基本原理
该方法利用胺类溶液(如单乙醇胺 MEA)的化学吸附特性,使二氧化碳分子与胺溶液发生化学反应,生成稳定的碳酸胺化合物,从而实现二氧化碳从混合气体中的分离。随后,通过加热胺溶液,使碳酸胺逆向分解,释放出高纯度的二氧化碳,实现胺溶液的循环利用。
2.技术过程
- 初步过滤:在气体进入吸附环节之前,先通过专业的过滤设备去除其中的硫化物、氮化物等杂质。这些杂质不仅会影响二氧化碳与胺溶液的反应效果,还可能对后续设备造成腐蚀,因此初步过滤是确保回收过程顺利进行的重要环节。
- 二氧化碳吸附:经过初步过滤的气体进入吸收塔,与胺溶液充分接触。在吸收塔内,二氧化碳分子与胺分子发生化学反应,形成碳酸胺,实现二氧化碳的捕获。
- 溶液再生:吸附饱和的胺溶液被输送至再生塔,通过加热使碳酸胺分解,释放出二氧化碳,同时胺溶液得到再生,可返回吸收塔继续参与吸附过程。
- 气体压缩与存储:从再生塔分离出的二氧化碳气体,经过多级压缩,使其达到适宜的压力状态,便于储存和后续利用。压缩后的二氧化碳可以通过管道输送至储存设施,或者直接输送至二氧化碳利用企业。
3.技术优势
- 高效捕获:对于高浓度二氧化碳排放源,胺涤气法具有较高的捕获效率,能够有效降低企业的碳排放。
- 灵活性强:该技术可以根据不同企业的生产流程和废气排放特点,进行个性化的设计和优化,适应性强,能够灵活嵌入现有生产线,对企业正常生产的影响较小。
(二)低温分离法
低温分离法(Cryogenic Separation)在处理低浓度二氧化碳排放源时具有独特的优势。
1.基本原理
利用二氧化碳在低温下的物理性质变化,通过深度冷却将混合气体的温度降低至二氧化碳的临界温度以下,使其发生液化相变,从而实现与其他气体的分离。
2.技术过程
- 预冷:混合气体首先进入预冷装置,通过与冷却介质(如液氮、制冷机循环冷媒等)进行热交换,逐步降低温度,为后续的深度液化做准备。
- 气体液化:经过预冷的气体进入低温液化单元,在极低的温度下,二氧化碳分子间的作用力增强,逐渐凝聚成液态,实现气液分离。
- 压缩与回收:分离出的液态二氧化碳根据实际需求进行适当压缩,提高其压力,以便储存、运输或直接用于其他工艺过程。
3.技术优势
- 高效分离:对于低浓度二氧化碳排放源,低温分离法能够实现高效的分离回收,突破了传统技术在低浓度条件下的效率瓶颈。
- 纯度高:由于采用物理相变分离原理,该技术生产的液态二氧化碳纯度极高,杂质含量极低,适用于对二氧化碳纯度要求严格的领域,如食品、电子、医药等行业。
(三)PSA 吸附
PSA 吸附(Pressure Swing Adsorption),即变压吸附,是一种基于吸附剂对不同气体在不同压力下吸附能力差异的气体分离技术。
1. 基本原理
在较高压力下,吸附剂对二氧化碳有较强的吸附能力,能从混合气体中选择性吸附二氧化碳,而其他气体则穿透吸附床层排出。当吸附剂吸附饱和后,通过降低压力使二氧化碳从吸附剂上解吸下来,实现吸附剂的再生,从而循环使用。
2. 技术过程
- 加压吸附:混合气体在一定压力下进入吸附塔,二氧化碳被吸附剂吸附,未被吸附的气体作为净化气排出。
- 减压解吸:吸附饱和后,降低吸附塔压力,使吸附的二氧化碳解吸出来,得到高浓度的二氧化碳产品气。通常采用降压、抽真空等方式实现解吸。
- 循环操作:多个吸附塔交替进行吸附和解吸操作,保证气体的连续输入和二氧化碳产品气的连续输出。
3. 技术优势
- 能耗较低:相较于一些需要大量能量用于化学反应或制冷的方法,PSA 吸附通过压力变化实现吸附和解吸,能耗相对较低。
- 操作简单:设备结构相对简单,自动化程度高,操作维护方便,适合不同规模的二氧化碳回收需求。
(四)膜分离
膜分离是利用特殊的薄膜材料对不同气体分子的渗透率差异来实现二氧化碳分离的技术。
1. 基本原理
混合气体在膜两侧压力差的驱动下,不同气体分子由于大小、形状和化学性质的差异,在膜中的溶解扩散速率不同。二氧化碳分子能够较快地透过膜,而其他气体分子透过膜的速度较慢,从而实现二氧化碳与其他气体的分离。
2. 技术过程
- 气体分离:混合气体在压力推动下进入膜分离装置,二氧化碳优先透过膜,在膜的另一侧得到富集,未透过膜的气体则作为尾气排出。
- 多级分离:为提高二氧化碳的分离纯度和回收率,通常采用多级膜分离工艺,将前一级透过膜的二氧化碳气体进一步进行分离,逐步提高二氧化碳的浓度。
3. 技术优势
- 设备紧凑:膜分离装置占地面积小,结构紧凑,易于集成到现有工业生产系统中,且投资成本相对较低。
- 无相变:在分离过程中不发生相变,无需额外的加热或冷却,减少了能量消耗和设备复杂性。
四、二氧化碳回收装置
二氧化碳回收装置是实现二氧化碳回收与利用的核心设备,其性能直接关系到回收效率和利用效果。一套完整的二氧化碳回收装置通常集成了多种技术和设备,以满足不同的回收需求。
(一)基于胺涤气法的回收装置
主要包括吸收塔、再生塔、热交换器、泵和阀门等设备。吸收塔是实现二氧化碳吸附的关键设备,其内部结构设计合理,能够确保气液充分接触,提高吸附效率。再生塔则用于胺溶液的再生和二氧化碳的释放。热交换器用于回收热量,降低能耗。泵和阀门用于控制溶液和气体的流动,保证整个回收过程的稳定运行。
- 主要应用领域:主要应用于高浓度二氧化碳排放的大型工业企业,如火力发电厂、水泥厂、钢铁厂等。这些企业废气排放量大,二氧化碳浓度高,胺涤气法回收装置能够高效地捕获二氧化碳,减少碳排放。
(二)基于低温分离法的回收装置
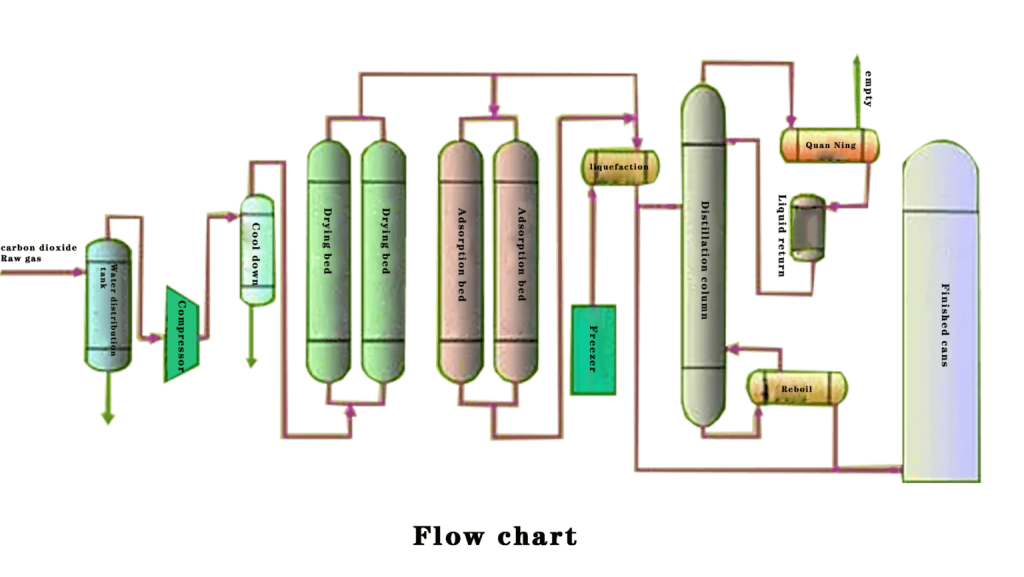
主要设备有预冷器、低温液化器、精馏塔和制冷机组。预冷器对混合气体进行初步降温,为后续的深度液化创造条件。低温液化器在极低温环境下使二氧化碳液化。精馏塔进一步提纯液态二氧化碳,提高其纯度。制冷机组则是提供低温环境的关键设备,其制冷效率和稳定性直接影响着整个回收装置的性能。
- 主要应用领域:适用于对二氧化碳纯度要求极高的行业,如食品饮料行业(用于碳酸饮料的生产)、电子行业(用于半导体制造等工艺)、医药行业(作为药物合成的原料或保护气体)。此外,在一些天然气净化厂,也会采用低温分离法回收二氧化碳,去除天然气中的杂质。
(三)基于 PSA 吸附的回收装置
主要由多个吸附塔、阀门和控制系统组成。吸附塔内填充吸附剂,阀门用于控制气体的进出和压力变化。控制系统负责协调各吸附塔的操作,实现吸附、解吸的循环过程,确保连续稳定地生产高纯度二氧化碳产品气。
- 主要应用领域:适用于中小规模的二氧化碳回收场景,如一些小型化工厂、啤酒厂等。这些企业废气排放相对较少,PSA 吸附装置操作简单、能耗低,能够灵活适应其生产规模和需求。同时,在一些分布式能源系统中,也可以利用 PSA 吸附装置回收发电过程中产生的二氧化碳。
(四)基于膜分离的回收装置
核心设备是膜组件,以及配套的加压泵、流量计和控制系统等。膜组件根据不同的膜材料和结构,可分为平板膜、中空纤维膜等类型。加压泵提供气体透过膜所需的压力,流量计用于监测气体流量,控制系统实现对整个膜分离过程的自动化控制,保证分离效果的稳定和高效。
- 主要应用领域:常用于对空间要求较高、需要快速部署回收设备的场所,如海上钻井平台、移动回收装置等。此外,在一些对能耗要求严格的工业过程中,膜分离装置因其无相变、能耗低的特点也具有一定优势,例如在一些精细化工生产中用于二氧化碳的回收和分离。
为了提高二氧化碳回收装置的性能,MINNUO回收装置采用先进的自动化控制系统,可以实现对设备运行参数的实时监测和精准控制。同时,在设备选材和制造工艺上,我们也不断创新。采用耐腐蚀、高强度的材料,提高设备的可靠性和使用寿命。此外,我们还注重设备的模块化设计,便于安装、调试和维护,降低企业运营成本。
五、总结
二氧化碳回收与利用技术作为应对全球气候变化的重要手段,具有广阔的发展前景和应用价值。
如果您对二氧化碳回收与利用感兴趣,或者有相关的设备需求,欢迎随时与MINNUO联系。我们拥有专业的技术团队,能够为您提供全方位的技术咨询和解决方案,助力您在绿色发展的道路上迈出坚实的步伐。




